Machines
In-depth Analysis: Core Parameters and Component Configurations of High-Performance T Roll Forming Machine
In the cold bending forming industry, the durability and accuracy of the machine depends on the selection of core components. Many low-priced machines use ordinary bearing steel and chain drive, resulting in rapid mold wear and high noise. This article, based on the latest technical specification sheet, provides an in-depth analysis of the core configuration of our Main Tee, Cross Tee, and Wall Angle production lines.1. Machine Working PrincipleOur ceiling truss production line follows the standard cold bending forming process, which is mainly divided into four stages:Uncoiling: Raw materials (galvanized steel coils) are placed on the decoiler and guided into the feed port by manual operatio...

In the cold bending forming industry, the durability and accuracy of the machine depends on the selection of core components. Many low-priced machines use ordinary bearing steel and chain drive, resulting in rapid mold wear and high noise. This article, based on the latest technical specification sheet, provides an in-depth analysis of the core configuration of our Main Tee, Cross Tee, and Wall Angle production lines.
1. Machine Working Principle
Our ceiling truss production line follows the standard cold bending forming process, which is mainly divided into four stages:
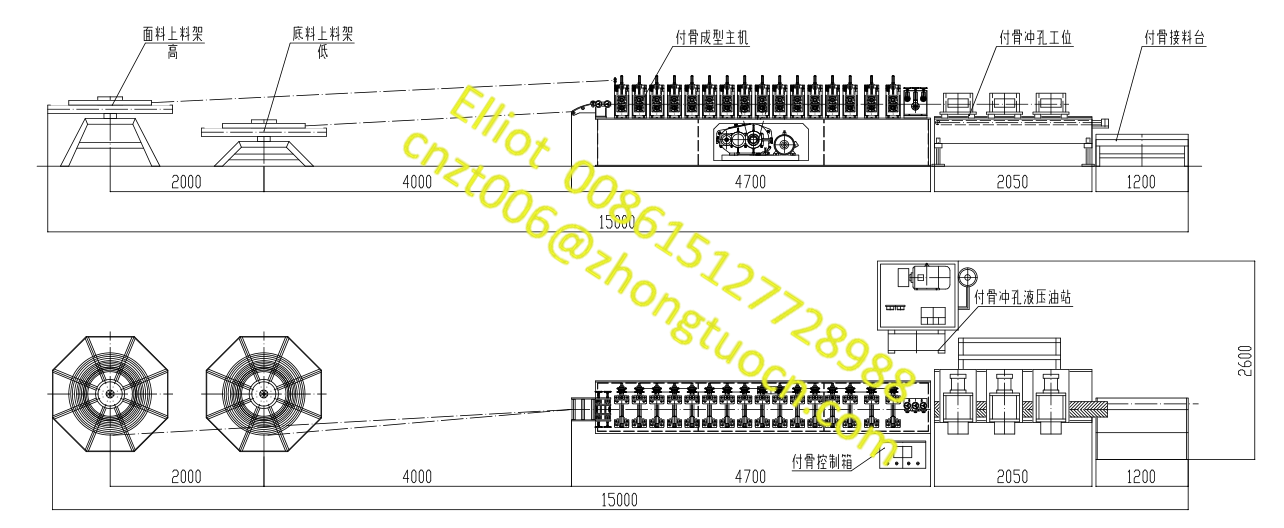
Uncoiling: Raw materials (galvanized steel coils) are placed on the decoiler and guided into the feed port by manual operation.
Feeding and Guidance: The feeding table ensures the sheet is flat and enters without deviation.
Cold Bending Forming: This is the core stage. The motor drives the chain, which in turn drives the main shaft, and the main shaft drives the rolls to gradually bend the flat steel plate into a T-shaped section.
Fixed-Length Cutting: When the product reaches the set length, the PLC sends a signal, and the hydraulic system drives the cutting mold to perform "flight cutting" (following cutting), ensuring that the machine does not stop during cutting and the cut edge does not deform.
2. Hydraulic and Electrical Systems

Main T Hydraulic Station: Controlled by a gear wheel oil pump, with motor power of 3kW + 7.5kW.
Key Features: The high-power hydraulic system ensures instantaneous cutting capability during high-speed operation, with smooth cuts free of burrs.
Control System: PLC, transducer, and touch panel are integrated.
Key Features: Ensures high speed with stability, precision, and longevity.
3. Core Technical Parameters Table
| Parameter | Main T Roll Forming Machine | Cross T Roll Forming Machine | Wall Angle Roll Forming Machine |
|---|---|---|---|
| Forming Stations | 18 Stations | 16 Stations | --- |
| Motor Power | 4 kW | 4 kW | 3.0 kW |
| Forming Speed | 0 - 25 m/min | 0 - 25 m/min | 0 - 40 m/min |
| Shaft Material | 45# Steel (Quenched) | 45# Steel (Quenched) | 45# Steel (Tempered) |
| Shaft Diameter | Φ40 mm | Φ40 mm | Φ40 mm |
| Cutting Method | Servo Tracking Cutting | Hydraulic Following Cutting | Auto Cutting (Electric Control) |
4.Product Display


5. Summary
We not only provide technical parameters but also deliver "heavy industry grade" durability. From the 45# steel quenched and tempered spindle to the Cr12 vacuum heat-treated rolls, every parameter reflects a commitment to the machine's lifespan.
- Metal wire equipment
- Stud & Track Machine
- C & Z Purline Machine
- Shutter Door Machine
- Window frame machine
- Door Frame Machine
- House Frame Machine
- Container House Machine
- Struct Channel Machine
- Ceiling Panel Machine
- Villa Frame Machine
- High speed rolling machine
- Furring Hat Machine
- Cable Tray Machine
- Embossing machine
- Metal roof sheet machine
- Steel floor deck machine
- Decoiler
- Sliting and Cut to length line